CarveChic Plus Operating Instructions
1. Device Connection Issues
The device cannot connect to the computer or network. How to deal with it?
1. Wifi Connection: Ensure the device is connected to WiFi and that both the device and the computer are on the same local network and IP range. The device should be set to automatically obtain an IP address.
2. Direct Ethernet Connection to Computer: Ensure that the computer and the laser machine's IP addresses are in the same range. Set the correct IP address in the software port for testing (the last number of the IP address should not be the same as the computer's IP address).
2. Cutting Quality Issues
The edges of the cut material are not smooth or are burnt. How to deal with ?
1. Check Parameter Settings: Ensure that the laser power, cutting speed, and focal length settings are correct. Refer to the user manual for material test data for adjustments.
2. Clean the Lenses: Regularly clean the lenses to prevent dirt from affecting the cutting quality.
3. Check Laser Path: Ensure the laser path is not offset and calibrate the mirrors to ensure each reflection point is centered.
3. Software Operation Issues
The software is not running properly or shows error messages. How to solve it?
1. Reinstall Software: If the software is not running properly or shows errors, try reinstalling it and ensure all drivers and plugins are correctly installed during the process.
2. Check Software Version: Ensure that the software version is compatible with the machine model. Upgrade to the latest version if necessary.
4. Machine Maintenance Issues
How to perform daily maintenance and upkeep of the machine?
The software is not running properly or shows error messages. How to solve it?
1. Regular Cleaning: Regularly clean the inside and outside of the machine to remove dust and dirt to ensure normal operation.
2. Check Cooling System: Ensure the cooling system is functioning properly, with sufficient water in the tank, and regularly replace the coolant.
3. Check Lenses: Regularly check and replace lenses to avoid damage affecting cutting quality.
4. Check Rails: Regularly clean the rails and apply lubricant to prevent wear and tear affecting processing quality.
5. Safety Operation Issues
How to ensure safety during use?
1. Wear Protective Gear**: Wear appropriate protective glasses and gloves when operating the laser cutter to avoid laser injuries.
2. Avoid Direct Laser Exposure**: Do not look directly at the laser beam or let the laser directly hit your skin or eyes.
3. Follow Operation Procedures**: Always follow the operation procedures and safety precautions outlined in the user manual.
6. Technical Issues
The panel display graphic direction is inconsistent with the PC software display.
- This usually occurs due to the screen origin being inconsistent with the motherboard settings. Right-click on the canvas in the software, click on the coordinate system, and select the upper right corner to confirm.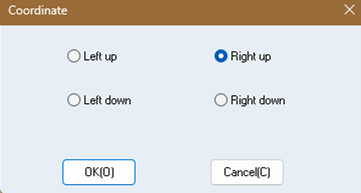
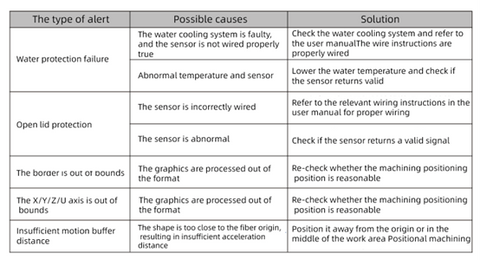
Alarm Information
During product use, the system will detect faults in real-time and prompt corresponding information or alarms to avoid unnecessary losses. Below are explanations of the alarm information:
Motion Debugging
Motion debugging is primarily used to test whether the movement status of each motion axis of the device is normal. The device undergoes motion debugging before leaving the factory. If there are no accidents during transportation and installation, the device's movement should be normal. The following sections explain motor axis movement, travel and homing settings, straightness, and perpendicularity testing.
Motion System Introduction
The transmission system is composed of the X-axis and Y-axis motion mechanisms with vertical relationships, as shown below. After the device is powered on normally, the tablet will automatically start, and the software machine will automatically perform the homing action after startup. In standby mode, the four direction keys on the tablet operation page can control the movement of the cutting head. If the four directions move normally, it indicates that the X-axis and Y-axis motors are working normally. If there is a motor axis movement failure, please contact our customer service at support@carvechic.com.

Travel and Homing
- The machine has a fixed working area, and setting the travel of each axis serves as protection for the working area (equivalent to software limits). The travel parameters of each axis have been set. Incorrect travel settings may result in the machine not being able to work within the full area or the cutting head exceeding limits and colliding.


Straightness and Perpendicularity
- Before formal processing, it is necessary to test the straightness of each motion axis and the perpendicularity of the X and Y axes. Straightness ensures the movement accuracy and stability of the axis. You can control the test axis to move in a straight line. If it is not straight, it indicates jitter during movement and needs to be addressed. The causes of single-axis straightness issues are usually related to the motor or mechanical transmission and machine vibration. The CarveChic device uses a Cartesian coordinate system, and theoretically, the X and Y axes must be absolutely perpendicular to ensure processing accuracy. If there are significant perpendicularity errors, it will cause deformation of the processed graphics. The method for testing perpendicularity is to control the device to move a rectangular frame on the processing plane and measure whether the lengths of the four sides and diagonals are consistent. Adjusting the perpendicularity of the X and Y axes involves adjusting the assembly of the X and Y axis motion mechanisms.


Laser Debugging
- Laser debugging mainly includes two aspects: light emission testing and laser path adjustment. The following sections provide explanations for each.
Light Emission Testing
- After the device is powered on and started normally, set the energy and duration of the light emission on the control panel to test whether the laser point emission function is normal. If there is no laser output from the laser tube during point emission, it indicates a light emission issue and requires inspection. If the laser tube emits light but there is no laser from the cutting head, it indicates a misaligned laser path that needs adjustment. If there is no laser output during point emission, first check the laser parameter settings. Incorrect laser parameters may result in no light emission or the inability to adjust laser power. If the laser parameters are correctly set but there is still no light emission, inspect the hardware. Use the red "Test Button" behind the laser power supply to test whether the laser power supply and laser tube are normal. If there is no laser output, unplug the main control line on the laser power supply, turn on the laser power supply, and press the "Test Button" on the front of the laser power supply. If the glass tube emits light, the laser power supply and laser tube are working normally, and you should check the motherboard and its control lines. If there is still no light, further inspect the laser power supply or laser tube.
Laser Path Adjustment
- After the laser is emitted from the laser tube, it successively passes through the first, second, and third mirrors, and finally through the focusing lens to the worktable. The laser transmission is essentially a process of multiple reflections to focusing. If any of the mirrors are loose, it will cause the laser path to shift, preventing the laser from being emitted from the nozzle. as shown below.


The adjustment steps for the laser path are as follows:
When double images appear during cutting, as shown below.

Primarily adjust the second-to-last mirror, and use double-sided tape to cover the light entrance of the last mirror, as shown in the diagram below.

First, set the debugging power to an appropriate value (generally 20% of the laser tube power, which can be adjusted via the touch control panel); then move the laser head to the upper leftmost position (A test point in the test points image), click test point 1, then move the laser head to the rightmost position (C test point in the test points image), and click test point 2. Compare the positions of the two test points. Adjust the screw tightness of the second reflector component based on the position of the C test point until they coincide.

Laser Path Adjustment
Adjust the laser head screws according to the positions shown in the image below.

Case Studies
The following are examples of how to adjust for three types of laser path deviations:
Case 1:
In this case, if the laser at test point 2 is to the right when testing at the C test point, turn the left-right screw clockwise; otherwise, turn it counterclockwise until points 1 and 2 coincide.

Case 2: 
In this case, if the laser at test point 2 is above when testing at the C test point, turn the up-down screw clockwise; otherwise, turn it counterclockwise until points 1 and 2 coincide.
Case 3: 
In this case, if the laser at test point 2 is to the upper left when testing at the C test point, turn the diagonal screw counterclockwise; otherwise, turn it clockwise until points 1 and 2 coincide. Finally, check if the laser points coincide when the laser head is at the four corners of the work area. If they do not coincide, please contact our customer service for assistance.

Placing Test Materials
When using a laser cutter, follow all provided warnings and safety instructions. Failure to do so may result in fire, equipment damage, property loss, or personal injury. Do not engrave or cut any unknown materials. Many materials, including but not limited to PVC and polycarbonate, release harmful gases when vaporized/melted. Always refer to the manufacturer's Safety Data Sheet (SDS) to determine any material's reaction to extreme heat (combustion/fire hazard) to prevent danger. Use the provided workpiece support structure. Manufacturing irregular honeycomb supports may cause fire or release stray radiation. Do not use irregularly shaped workpieces. Do not stack workpieces, as accumulated work debris increases the risk of fire.
Step 1:
Place the workpiece inside the laser on the honeycomb board as shown in the image below. For cutting, the workpiece should be placed on the honeycomb board. For engraving or marking thicker materials, the honeycomb board can be removed, and the workpiece can be placed directly on the surface supporting the honeycomb board.
Step 2:
Ensure the workpiece lies flat on the honeycomb board. If the workpiece is not flat, the laser beam will lose focus. If the flatness difference between the lowest and highest points of the workpiece exceeds 1/8" (about 3mm), the laser head may touch or displace the workpiece. Depending on the work requirements, the workpiece can be aligned with the upper right corner of the honeycomb board or placed anywhere on the honeycomb board.

Focusing the Laser Head
To cut or engrave a clean image, the bottom of the laser head must maintain the correct distance from the top surface of the workpiece. The specific steps are as follows:
Step 1:
Loosen the laser head knob (on the left side of the focusing lens). Loosening the knob allows the focal length to move up and down.

Step 2:
Raise the laser head and place the focusing block between the laser head and the workpiece.

Step 3:
Fix the laser head on the focusing block, tighten the laser head knob to secure the laser head, and then remove the focusing block to complete the focusing process.
Processing Test Run
Step 1:
After completing the above steps for motion and laser debugging, you can start processing a test image.
Step 2:
First, import or draw the graphic to be processed on the computer PC.
Step 3:
Then set the processing parameters (layer parameters) and related data processing (such as path optimization).
Step 4:
Move the laser head to the processing starting point.
Step 5:
Start processing.
Common Material Processing Power Reference
The table below provides reference data for processing common materials. The listed data are laboratory data for reference only. If the material cannot be cut through using the reference power table data, please appropriately increase the power or reduce the processing speed. The values of 18, 16, and 20 in the table respectively mean: maximum power 18, minimum power 16, processing speed 20.
